What is a hazard?
A hazard, very simply put, is the potential for harm.
Pretty broad definition, huh? Well to put it into the perspective of an employee/employer, OSHA states it best, "a hazard often is associated with a condition or activity that, if left uncontrolled, can result in an injury or illness." Remember, identifying hazards (better yet, eliminating or controlling them) as early as possible can help prevent injuries or illnesses from happening.
One way this is done is through a 'Job Hazard Analysis' (JHA)
You may have heard the phrase job hazard analysis (or JHA), at your work before, or maybe you have seen/heard elsewhere. But some of you may be wondering what exactly a JHA is, what its used for, or who needs one? Well, we will discuss all of these topics but for now, lets take a moment and explain what exactly is a job hazard analysis.
A job hazard analysis is a procedure that identifies hazards before they occur. It aims to integrate preferred safety principles into the operation of the job or task. Basically, its a risk assessment that includes the safest way to do something. Once you have identified the hazards, the idea is to take steps to eliminate or reduce them to an acceptable risk level.
Why is it important?
Honestly, because conducting a JHA is one of the best ways to determine and establish proper work procedures. Many workers in the US are injured and even killed at work and proper safety measures and procedures help prevent workplace injuries and illnesses. Looking at your workplace operations, establishing proper job procedures, and ensuring that all empoyees are trained properly are ways to eliminate and prevent hazards in the workplace.
 A job hazard analysis is likely to result in:
A job hazard analysis is likely to result in:
- Fewer worker injuries and illnesses,
- Safer, more effective work methods,
- Reduced workers' compensation costs,
- Increased worker productivity.
A JHA can also be a valuable tool for training new employees in the steps required to perform their jobs safely.
You may wonder who needs a JHA? Or who benefits from them? It could be argued, virtually any company could benefit from a JHA. It is designed to produce nothing but positive results, so virtually any company could implement one. But of course, there are companies that absolutely NEED a JHA (due to high hazards in the very nature of the work), and other specific industries that could implement one to make sure a safe environment stays that way. A job hazard analysis most benefits the following:
- Jobs with the highest injury or illness rates
- Jobs with the potential to cause severe or disabling injuries or illnesses, even if there is no history of previous accidents
- Jobs in which one simple human error could lead to a sever accident or injury
- Jobs that are new to your operation or have undergone changes in processes and procedures
- Jobs complex enough to require written instructions
Getting started
Where do you begin? It can seem like a daunting task before you, but luckily OSHA has helped lay out a 5 step outline for creating a JHA.
- Involve your employees
- This is very important. Employees have a unique understanding of the job, and this knowledge is invaluable for finding hazards. It will help minimize oversights, ensure a quality analysis, and increases "buy in" from employees because they share ownership in the safety and health program.
Review your accident history
- Your worksite's history of accidents and occupational illnesses
- Losses that required repair or replacement
- Any "near misses" - events in which an accident or loss did not occur, but could have
- These events are indicators that the existing hazard controls (if any) may not be adequate and deserve more scrutiny.
Conduct a preliminary job review
- Discuss with your employees the hazards they know exist in their current work and surroundings.
- Brainstorm with them for ideas to eliminate or control those hazards.
- If any hazards exist that pose an immediate danger to an employee's life or health, take immediate action to protect the worker.
- Any problems that can be corrected easily should be corrected as soon as possible. (Do not wait to complete your job hazard analysis)
List, rank, and set priorities for hazardous job
- List jobs with hazards that present unacceptable risks (those most likely to occur and with the most severe consequences). These should be your first priority for analysis.
Outline the steps or tasks
- Nearly every job can be broken down into job tasks or steps.
- When beginning a JHA, watch an employee perform the job and list each step as the worker takes it. (Sometimes it helps to record video of the job task for later reference)
- Don't get overly detailed; avoid breaking down the steps into so much detail that it becauses unecessarily long, or too broad to not include basic steps.
- Afterwards, review the job steps with the employee to make sure that you have not omitted something.
- Remember, you are evaluating the the job itself and not the employee's job performance.
 How to identify hazards
How to identify hazards
Your main goals in an JHA are to discover the following:
- What can go wrong?
- What are the consequences?
- How could it arise?
- What are the other contributing factors?
- How likely is it that the hazard will occur?
OSHA has provided us with information on what "good hazard scenarios describe":
- Where it is happening (environment)
- Who or what it is happening to (exposure)
- What precipitates the hazard (trigger)
- The outcome that would occur should it happen (consequence)
- Any other contributing factors
Rarely is a hazard a simple case of one cause to one effect. More often, it consists of many factors lining up a certain way to create the hazard.
After you have reviewed your list of hazards, you must consider what methods will reduce (control) or eliminate them. Engineering controls that physically change a machine or work environment to prevent exposure to the hazard are the most effective. If this is not feasible, administrative controls (such as changing the way employees do their jobs) may be suitable.
Make sure to periodically review your JHA, to keep it current and help reduce accidents. In the event that a "close-call" or even an injury/incident occurs, be sure to review the JHA and discuss with your employees to ensure that all are aware of the methods, procedures, and protective measures.
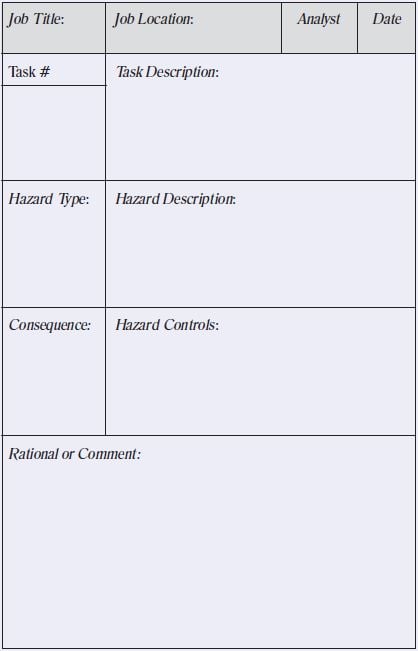
Be sure to keep an eye for the next article, where we will discuss the second part of this topic and include detailed information on 'common hazards', 'hazard control measures', and a sample JHA!
In the meantime, remember if you have any JHA-related questions or are interested in more information on implementing a JHA for your company, contact STS's consulting professionals for assistance today!

Simply interested in safety training?
Click below for more information!
 Luckily for us, this is a simple 7 step process that will become routine in time. The first two things you must know before starting an inspection of your fire extinguishers are:
Luckily for us, this is a simple 7 step process that will become routine in time. The first two things you must know before starting an inspection of your fire extinguishers are: must prevent the powder from settling. Go ahead, give it a shake. While its in your hands, is it any lighter than usual or than you'd expect? Call your servicing company (or Safety Training Services here) to have them check it out. It's better to be safe than sorry!
must prevent the powder from settling. Go ahead, give it a shake. While its in your hands, is it any lighter than usual or than you'd expect? Call your servicing company (or Safety Training Services here) to have them check it out. It's better to be safe than sorry! Now that the extinguisher is placed correctly and the label is facing outward, check the pin or safety seal. It should still be intact; if not, you should replace the fire extinguisher.
Now that the extinguisher is placed correctly and the label is facing outward, check the pin or safety seal. It should still be intact; if not, you should replace the fire extinguisher. Congratulations, your monthly inspection is complete. Be sure to sign your initials on the tag when it has space for monthly inspections. This verifies that the extinguisher is up-to-date and also proves to OSHA (if need arises) that a monthly inspection has been performed.
Congratulations, your monthly inspection is complete. Be sure to sign your initials on the tag when it has space for monthly inspections. This verifies that the extinguisher is up-to-date and also proves to OSHA (if need arises) that a monthly inspection has been performed. 

 This means that prior to starting a job or a specific task; you must be trained to a level necessary for safe completion. The importance of this is paramount. It is not only cost effective to the company to practice safe procedures and train employees properly, but ultimately, we are putting lives at risk if training is not done or done
This means that prior to starting a job or a specific task; you must be trained to a level necessary for safe completion. The importance of this is paramount. It is not only cost effective to the company to practice safe procedures and train employees properly, but ultimately, we are putting lives at risk if training is not done or done 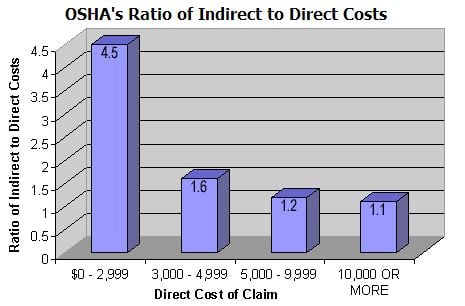 (medical costs, compensation payments, etc.) you’ll have indirect costs. Indirect costs include, but are not limited to: costs to train a replacement worker, repairing damaged property, cost to investigate the accident. Now take it one step further and you’ll see even more costs that aren’t as obvious, such as added administrative time, lower morale, increased absenteeism, and poorer customer relations. These costs are sometimes much higher than the simple direct costs. In fact, OSHA states that the lower the direct costs of an accident, the higher the ratio of indirect to direct costs. The more accidents that occur in a workplace, the higher the costs — both in increased insurance premiums and greater indirect costs.
(medical costs, compensation payments, etc.) you’ll have indirect costs. Indirect costs include, but are not limited to: costs to train a replacement worker, repairing damaged property, cost to investigate the accident. Now take it one step further and you’ll see even more costs that aren’t as obvious, such as added administrative time, lower morale, increased absenteeism, and poorer customer relations. These costs are sometimes much higher than the simple direct costs. In fact, OSHA states that the lower the direct costs of an accident, the higher the ratio of indirect to direct costs. The more accidents that occur in a workplace, the higher the costs — both in increased insurance premiums and greater indirect costs.





 Falls
Falls
 So what should you do, now armed with this knowledge? Well, first thing is get up and simply take a look around your office/plant/factory. Do you see any of these standards violated? In the safety world, if you think you have a problem....chances are you do! If you do not know you have violations or do not know how to look for them, that's perfectly understandable--you are not alone. This is where Safety Training Services can help!
So what should you do, now armed with this knowledge? Well, first thing is get up and simply take a look around your office/plant/factory. Do you see any of these standards violated? In the safety world, if you think you have a problem....chances are you do! If you do not know you have violations or do not know how to look for them, that's perfectly understandable--you are not alone. This is where Safety Training Services can help! Lockout/tagout is required when the unexpected energization or start up (or release of stored energy) of machines, equipment or prime movers could injure workers during cleaning, repairing, servicing, setting-up, adjusting and un-jamming.
Lockout/tagout is required when the unexpected energization or start up (or release of stored energy) of machines, equipment or prime movers could injure workers during cleaning, repairing, servicing, setting-up, adjusting and un-jamming.

 Circuit breakers
Circuit breakers

 A potentially hazardous atmosphere
A potentially hazardous atmosphere There are a few very important things that confined space attendants are responsible for. First and foremost, there must be at least one authorized attendant present at all times. The attendant controls access to the confined space. The duties of the attendant include testing the atmosphere of the confined space and periodically testing it again or continually monitoring it for any possible changes in the atmosphere. You must never enter a confined space if the atmospheric conditions are not suitable. They must also review and follow all permit procedures in a permit-required confined space. If a confined space attendant sees a hazard that is correctable, they will correct said hazard in a quick, safe, and efficient way. They will summon emergency assistance as needed. In the event that they are unable to correct a hazard, they will report the supervisor those hazards. If an attendant must never abandon his post for any reason while personnel are in the confined spaces unless relieved by another qualified attendant. Lastly, an attendant should keep records of confined space work, such as air test results, personnel entry/exit, etc.
There are a few very important things that confined space attendants are responsible for. First and foremost, there must be at least one authorized attendant present at all times. The attendant controls access to the confined space. The duties of the attendant include testing the atmosphere of the confined space and periodically testing it again or continually monitoring it for any possible changes in the atmosphere. You must never enter a confined space if the atmospheric conditions are not suitable. They must also review and follow all permit procedures in a permit-required confined space. If a confined space attendant sees a hazard that is correctable, they will correct said hazard in a quick, safe, and efficient way. They will summon emergency assistance as needed. In the event that they are unable to correct a hazard, they will report the supervisor those hazards. If an attendant must never abandon his post for any reason while personnel are in the confined spaces unless relieved by another qualified attendant. Lastly, an attendant should keep records of confined space work, such as air test results, personnel entry/exit, etc. Non-entry:
Non-entry:

 Possesses a concern for the welfare of others so trainers can serve as a safety advocate.
Possesses a concern for the welfare of others so trainers can serve as a safety advocate. It is the dealer’s responsibility to assist its customers in identifying training resources in order to satisfy its operator training obligations. Some dealers may provide training for their customers; others may choose to offer other training resources such as recommending a training company or getting the customer information on the manufacturer. Potential training resources are any entity offering instruction by a qualified instructor following an appropriate training program. This may be the manufacturer, rental company, independent training company or internal resources of the employer who rented the equipment.
It is the dealer’s responsibility to assist its customers in identifying training resources in order to satisfy its operator training obligations. Some dealers may provide training for their customers; others may choose to offer other training resources such as recommending a training company or getting the customer information on the manufacturer. Potential training resources are any entity offering instruction by a qualified instructor following an appropriate training program. This may be the manufacturer, rental company, independent training company or internal resources of the employer who rented the equipment. 
 The documentation (for verification) of training/familiarization should include the following information and should be retained for a period of four years as required by the ANSI/SIA A92 Standards:
The documentation (for verification) of training/familiarization should include the following information and should be retained for a period of four years as required by the ANSI/SIA A92 Standards:
 The Occupational Safety & Health Administration (OSHA), a government agency that issues and enforces regulations for employers to ensure workplace health and safety. These regulations are often referred to as standards, but they are in fact laws and compliance is mandatory.
The Occupational Safety & Health Administration (OSHA), a government agency that issues and enforces regulations for employers to ensure workplace health and safety. These regulations are often referred to as standards, but they are in fact laws and compliance is mandatory. Despite ANSI standards being voluntary, it is in every company’s best interest to comply. Because OSHA law many times is adopted from ANSI standards, the standards in the ANSI handbook are considered a consensus of what’s best to keep employees safe and because of this OSHA can decide that the company is not “free from recognized hazards” and cite the company for the “general duty” clause for not following ANSI standards. So as it turns out, ANSI standards may not be as “voluntary” as expressed. Keep yourself and your employee’s safe, by following the ANSI guidebooks as mandatory as OSHA law.
Despite ANSI standards being voluntary, it is in every company’s best interest to comply. Because OSHA law many times is adopted from ANSI standards, the standards in the ANSI handbook are considered a consensus of what’s best to keep employees safe and because of this OSHA can decide that the company is not “free from recognized hazards” and cite the company for the “general duty” clause for not following ANSI standards. So as it turns out, ANSI standards may not be as “voluntary” as expressed. Keep yourself and your employee’s safe, by following the ANSI guidebooks as mandatory as OSHA law.
 When properly trained, an operator is ready to operate any like-type of AWP as long as they are familiarized with the controls/safety devices of the other like-type equipment. Remember, when training takes place on a particular model of equipment, you must become “familiar” with other equipment models that were not included in the initial instruction so as not to put the operator at risk of danger/injury because of failure to know specific controls/safety devices. For example, certain manufacturers/models have different emergency lowering procedures, so familiarization is just as critical as general training. You wouldn’t want to be stuck up 30 ft in the air on a scissor lift with no one around, not knowing how to get down!
When properly trained, an operator is ready to operate any like-type of AWP as long as they are familiarized with the controls/safety devices of the other like-type equipment. Remember, when training takes place on a particular model of equipment, you must become “familiar” with other equipment models that were not included in the initial instruction so as not to put the operator at risk of danger/injury because of failure to know specific controls/safety devices. For example, certain manufacturers/models have different emergency lowering procedures, so familiarization is just as critical as general training. You wouldn’t want to be stuck up 30 ft in the air on a scissor lift with no one around, not knowing how to get down!
 Remember, familiarization must be facilitated by a qualified person. Only someone who is already trained and qualified may self-familiarize by reading and understanding the manual/operating instructions. Always refer to the operator’s manual if you have any questions, you might be surprised to find out how much information is actually in there!
Remember, familiarization must be facilitated by a qualified person. Only someone who is already trained and qualified may self-familiarize by reading and understanding the manual/operating instructions. Always refer to the operator’s manual if you have any questions, you might be surprised to find out how much information is actually in there! AWP equipment is very useful. It allows users access to usually inaccessible areas, usually at height. They can be used by maintenance workers, construction workers, firefighters (for emergency access); all while being operated by a single person (most models). AWPs can not only be used for transportation and/or access to certain areas, but also can be equipped with electrical outlets, compressed air (for power tools), and other specialist equipment.
AWP equipment is very useful. It allows users access to usually inaccessible areas, usually at height. They can be used by maintenance workers, construction workers, firefighters (for emergency access); all while being operated by a single person (most models). AWPs can not only be used for transportation and/or access to certain areas, but also can be equipped with electrical outlets, compressed air (for power tools), and other specialist equipment. In next week’s blog article, we will address many of these issues and shed light upon how to be ‘appropriately’ trained to use an AWP. This should serve as a thought-provoking piece until then, when we will discuss training, being ‘qualified’ and the importance of familiarization for the operator.
In next week’s blog article, we will address many of these issues and shed light upon how to be ‘appropriately’ trained to use an AWP. This should serve as a thought-provoking piece until then, when we will discuss training, being ‘qualified’ and the importance of familiarization for the operator. the safe use of the equipment.
the safe use of the equipment. Maintain a minimum clearance of at least 10 feet, or 3 meters, away from the nearest energized overhead lines.
Maintain a minimum clearance of at least 10 feet, or 3 meters, away from the nearest energized overhead lines. Training is administered by professional safety trainers, specialized in delivering operator training for aerial equipment with an engaging course that exposes participants to multi-media content, cause & effect accident videos and current events. We also provide on-site training at your location, alleviating the need for participant travel.
Training is administered by professional safety trainers, specialized in delivering operator training for aerial equipment with an engaging course that exposes participants to multi-media content, cause & effect accident videos and current events. We also provide on-site training at your location, alleviating the need for participant travel.